Combating foodborne bacteria with hygienic drainage solutions

With a greater awareness of what we consume and how manufacturers produce our food, the food manufacturing industry increasingly falls under close scrutiny. Today’s consumer has never been more conscious of where their food comes from and how it’s made – for safety reasons, health benefits or dietary requirements. Food manufacturers must cater for the on-the-go shopper that buys it now and eats it tonight. This trend calls for manufacturers to produce fresh, ready-to-eat meals and snacks that are organically sourced and manufactured in an environmentally sustainable way.
This shift of consumer food shopping habits means food processing firms must look for ways to meet consumer demand, whilst reducing operational costs associated with delivering products with limited lifespans. Additionally, the increase in consumer awareness has placed greater onus on food manufacturing facilities to maintain nutritional value and taste in their products, without using additives, which increases the risk of manufacturing food products. Subsquently, food manufacturers are realising the necessity of superior hygienic manufacturing solutions that avoid the spread of foodborne bacteria.


Poor drainage is a home to foodborne pathogens
Poor hygienic drainage design is a clear culprit for harbouring pathogens. Listeria monocytogens, a foodborne pathogen found in seafood, processed meats, dairy and plant products, can be present in any food processing facility – from the floors, linings and benches, to drains, air conditioning units and packing stations. It is an aggressive, harmful bacterium that can survive between 4°C (refrigeration) and 42°C and is only visible with a microscope. Food producers struggle to eliminate listeria with sanitisers because most live in hard to clean places, with wet environments providing the perfect breeding ground for this type of bacteria.
Listeria can be fatal. It was the culprit that forced two pregnant women into early labours after they ate a chicken wrap on board Virgin Blue flights in 2009. In another instance, a US food processing plant had to do a product line recall of 15,000 tonnes of frankfurters after a catastrophic outbreak of listeria. This is equivalent to 3-4 years production time by large Australian manufacturers.
With a consumer’s life literally in a manufacturer’s hands, food processing companies must protect their product from contamination.
Risk control through hygiene
This July, ACO were among the exhibitors showcasing solutions for controlling risks in food manufacturing environments at Foodpro, an exhibition showcasing the latest technology for all food manufacturing sectors.



Product Manager Kate Jennings had the opportunity to present a seminar at Foodpro and outlined the importance of hygienic drainage design coupled with hazard assessment as means to control dangerous pathogens.
What ACO highlighted at Foodpro was the importance of using a durable, non-toxic, corrosion resistant and smooth material for food processing specific applications – importantly, with cleanable features.
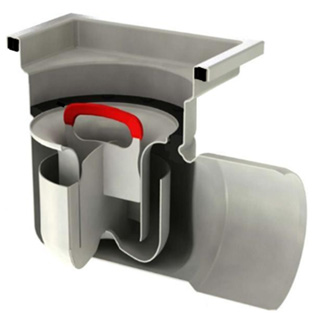
Drainage that allows no wastewater retention is vital to bacteria control. The deep drawn body of a typical ACO floor gully, made from stainless steel, allows for full drainage and easy to clean surfaces with its rounded corners.
ACO partnered with the Fraunhofer Institute to research the cleaning benefits of hygienically designed drainage solutions versus traditional drainage systems. The research showed that ACO’s hygienic drainage products cut spray cleaning time down from 180 minutes (for traditional drainage products) to 8 minutes, with no residual bacteria.
Dealing with fresh food with minimal preservatives increases the risk of contamination for food manufacturers. To mitigate this risk, hygienic design throughout the processing area is vital.
Drainage plays a pivotal role in reducing the risk of contamination in the food processing environment. Food manufacturers can quickly minimise foodborne risks in the food processing workplace and devastating health consequences to the public by combing best practice cleaning regimes with ACO’s world leading hygienic drainage products.
For more information, visit www.acofood.com.au or call 1300 765 226.